
Laserskärningär att bestråla en laserstråle på materialet som ska skäras, så att materialet värms, smälts och förångas, och smältan blåses bort med högtrycksgas för att bilda ett hål, och sedan rör sig strålen på materialet, och hålet bildar kontinuerligt en slits.
För allmän termisk skärteknik, förutom ett fåtal fall, som kan startas från kanten av plattan, behöver de flesta slå ett litet hål i plattan och sedan börja skära från det lilla hålet.

Grundprincipen förlaserpiercingär: när en viss energilaserstråle bestrålas på metallplattans yta, förutom att en del av den reflekteras, smälter energin som absorberas av metallen metallen för att bilda en smält metallpool.Absorptionshastigheten för den smälta metallen i förhållande till metallytan ökar, det vill säga mer energi kan absorberas för att påskynda smältningen av metallen.Vid denna tidpunkt kan korrekt kontroll av energi och lufttryck avlägsna den smälta metallen i den smälta poolen och kontinuerligt fördjupa den smälta poolen tills metallen penetreras.
I praktiska tillämpningar delas Pierce vanligtvis in i två sätt: pulspiercing och blastpiercing.
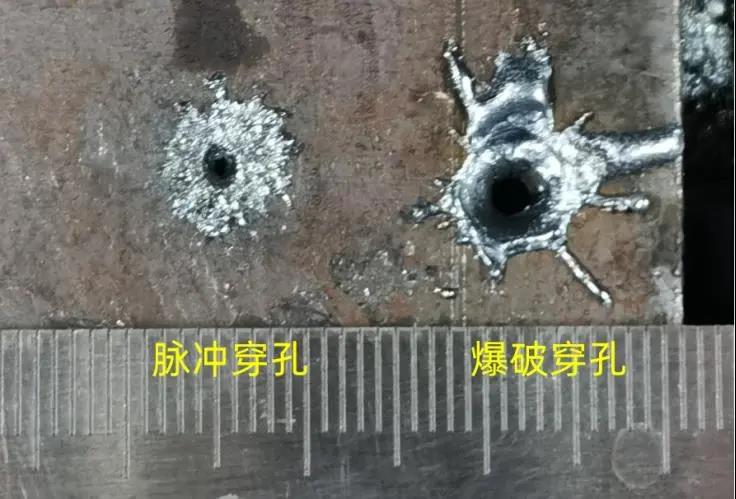
1. Principen för pulshål är att använda en pulsad laser med hög toppeffekt och låg arbetscykel för att bestråla plåten som ska skäras, så att en liten mängd material smälts eller förångas och släpps ut genom hålet genom hålet under den kombinerade verkan av kontinuerlig vispning och hjälpgas, och kontinuerligt.Arbeta gradvis tills plåten är penetrerad.
Tiden för laserbestrålning är intermittent, och den genomsnittliga energin som används av den är relativt låg, så värmen som absorberas av hela materialet som ska bearbetas är relativt liten.Det finns mindre restvärme runt perforeringen och mindre rester finns kvar på håltagningsplatsen.Hålen som genomborras på detta sätt är också relativt regelbundna och små i storlek och har i princip ingen effekt på den initiala skärningen.
Posttid: Jan-08-2022